Velocità medie di taglio e avanzamento nella tornitura
Si intende per velocità di taglio di una lavorazione sul tornio la massima velocità periferica dei punti P del pezzo a contatto con l’utensile.
Si ha la formula:
![]()
dove:
V = velocità di taglio in metri al minuto (m/min)
D = diametro del pezzo in lavorazione in metri (m)
n = numero di giri al minuto del pezzo in lavorazione (giri/min)
Volendo esprimere il numero di giri al minuto in funzione della velocità di taglio la formula diventa:
![]()
Per introdurre nell’equazione precedente il valore del diametro espresso in millimetri, come è già di regola in officina, le formule diventano:
![]() e
e
![]()
La velocità di taglio V, da introdurre di volta in volta in questa formula, dipende dai seguenti fattori:
Ø Qualità del materiale in lavorazione
Ø Qualità del materiale dell’utensile
Ø Tipo di lavorazione che si esegue
Ø Sezione del truciolo
Ø Forma e montaggio del pezzo in lavorazione
Ø Mezzo refrigerante e lubrificante
Ø Costruzione e stato della macchina
Ø Grado di finitura della superficie del pezzo in lavorazione.
Come si può notare la velocità di taglio dipende da un gran numero di fattori. Per facilitare la scelta di V per una data lavorazione sono stati sviluppati due modi:
Ø TABELLE: sono di utilizzo più immediato, semplici da usare, ma anche meno precise in quanto tengono conto di un numero limitato di variabili (nel nostro caso tre: materiale dell’utensile, materiale in lavorazione e tipo di lavorazione). In genere queste tabelle sono sviluppate e messe a disposizione degli utenti da parte delle stesse aziende produttrici di utensili.
Ø FORMULE ANALITICHE: elaborate sperimentalmente, possono tenere contro di un numero maggiore di fattori rispetto alle tabelle; presentano di contro una minore immediatezza, in quanto necessitano di una fase di calcolo.
Velocità medie di taglio
Le tabelle di officina delle velocità di taglio forniscono i valori medi a causa del grande numero di fattori da cui dipende la scelta della velocità.
Nelle tabelle sono riportati i diversi valori delle velocità di taglio in metri al minuto, per valori di produzione, a seconda del materiale del pezzo, del tipo di lavorazione e del materiale dell’utensile impiegato.
I valori delle velocità assunti di volta in volta, vanNo sostituiti nella formula:
![]()
che da il numero di giri che il pezzo in lavorazione deve compiere in un minuto perché il lavoro venga eseguito a quelle velocità.
Nel caso che per il tornio a disposizione non sia previsto l’esatto numero di giri richiesto dall’operazione, si sceglierà tra i numeri di giri a disposizione il numero immediatamente inferiore a quello calcolato.
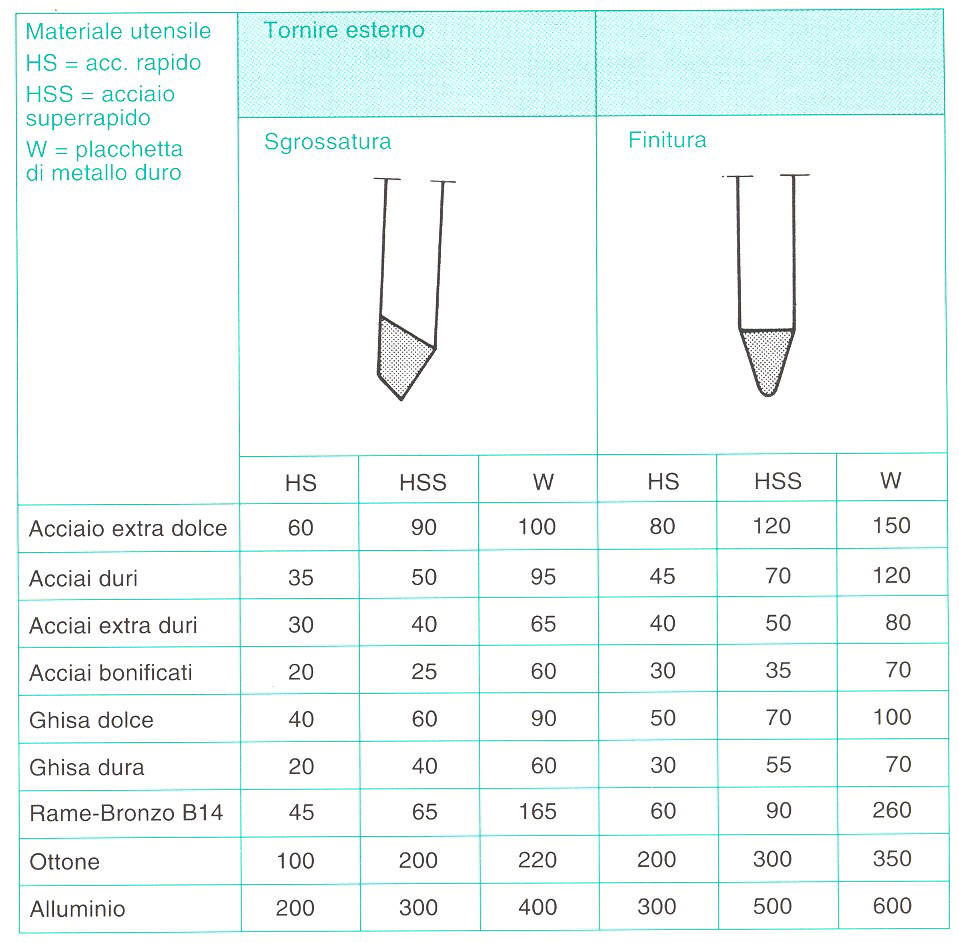
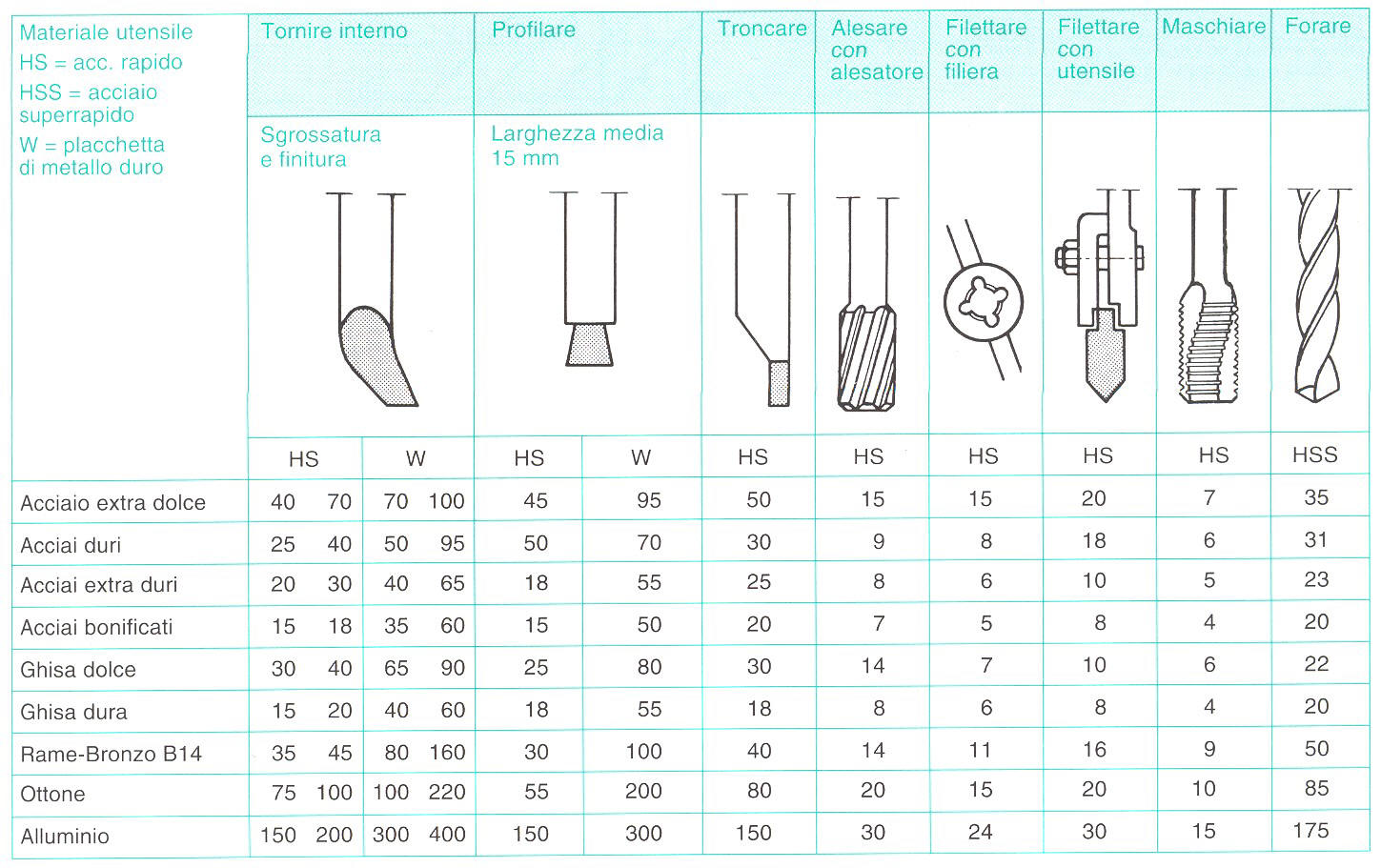
Diagramma polare
La relazione
![]() può essere rappresentata graficamente con una retta in un
riferimento cartesiano che ha per ascisse il diametro D e per ordinata la
velocità di taglio V.
può essere rappresentata graficamente con una retta in un
riferimento cartesiano che ha per ascisse il diametro D e per ordinata la
velocità di taglio V.
Un diagramma di questo tipo è detto polare.
|
Questo diagramma permette di leggere immediatamente la soluzione della relazione senza dover eseguire alcun conteggio. |
Il diagramma deve essere costruito per un ben determinato tornio perché p tracciato secondo la gamma dei suoi numeri di giri e secondo il massimo diametro del pezzo che il tornio stesso può lavorare.

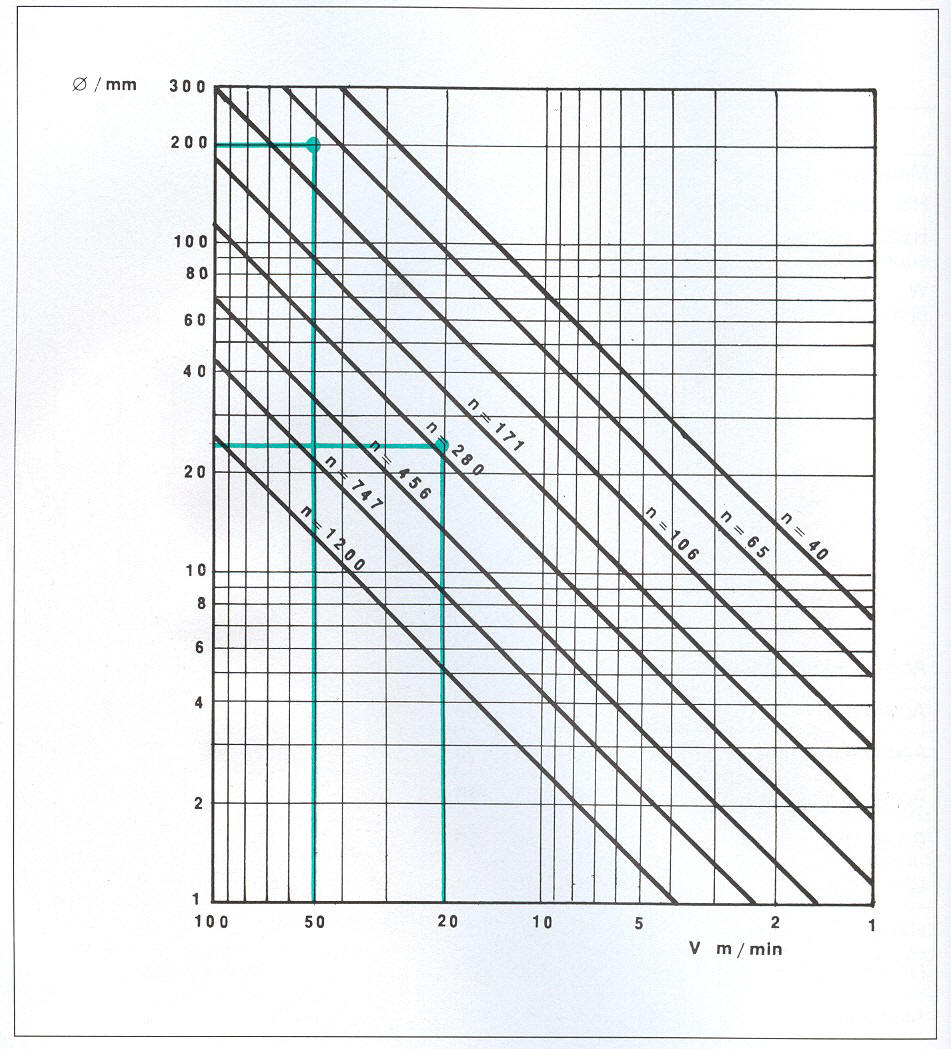
Diagramma logaritmico
I diagrammi logaritmici sono diagrammi sulle cui coordinate le grandezze che interessano (nel nostro caso le velocità di taglio sulle ascisse e i diametri del pezzo sulle ordinate) sono riportate secondo una scala che corrisponde alla graduazione del regolo calcolatore, detta scala logaritmica.
In questi diagrammi le rette rappresentanti i numeri di giri sono tra loro parallele.
Si procede alla lettura della grandezza cercata come nel diagramma polare.
Sia il diagramma polare che quello logaritmico sono semplici traduzioni grafiche della relazione matematica che lega n, V, e D; non è quindi di nessuna utilità per la scelta della V più opportuna, la quale si determina, come abbiamo visto, mediante tabelle o formule analitiche appropriate.
Avanzamento e velocità di avanzamento
|
Si intende per avanzamento sul tornio il valore della distanza percorsa dall’utensile per ogni giro del pezzo in lavorazione. |
E’ difficile fissare i valori esatti dell’avanzamento per ogni tipo di lavorazione, dato il grande numero di fattori da cui dipende. Vengono quindi dati dei valori limite entro i quali l’operatore sceglierà, in base all’esperienza, il valore esatto di cui servirsi.
Nella tabella seguente sono indicati i limiti entro i quali vanno tenuti i valori degli avanzamenti in relazione alla qualità del materiale e al genere di lavorazione, impiegando utensili in acciaio rapido.

Per normali lavori di sgrossatura, si assume il valore dell’avanzamento in funzione della profondità di passata secondo i limiti inferiore e superiore, dati dalle soluzioni delle equazioni:
 e
e

Si intende per velocità di avanzamento nella tornitura la velocità con cui l’utensile si sposta durante la lavorazione nella direzione dell’avanzamento.
Si ha:
![]()
|
Da notare che Va è dimensionalmente una velocità, cioè spazio su tempo, mentre l’avanzamento è una lunghezza. |

Refrigerazione
Nelle lavorazioni al tornio dei vari metalli si impiega un abbondante getto di liquido nella zona in cui avviene l’asportazione del truciolo, fatta eccezione per la ghisa.
L’impiego del refrigerante durante l’asportazione del truciolo risponde a diverse esigenze:
Ø Refrigerare l’utensile evitando un eccessivo aumento della temperatura e aumentando così la durata del tagliente.
Ø Lubrificare le superfici di strisciamento del truciolo, dell’utensile e del pezzo al fine di ridurre la perdita di potenza della macchina per effetto dell’attrito.
Ø Migliorare la finitura delle superfici lavorate.
Ø Eliminare dalla zona di taglio i piccoli trucioli e i detriti di lavorazione.
Olii da taglio
I liquidi impiegati nella refrigerazione sono chiamati olii da taglio.
I principali olii da taglio sono:
Ø OLII SOLUBILI o emulsionabili : vengono mescolati con acqua, con la quale formano una emulsione; sono impiegati più per la loro funzione refrigerante che per quella lubrificante. Sono di impiego generale.
Ø OLII MINERALI : vengono usati puri e hanno una funzione prettamente lubrificante e antiadesiva. Si usano particolarmente per la lavorazione degli acciai.